
この度はご覧いただきありがとうございます。
弊社では、鉄骨や機械部品の施工で広く活用されるアーク溶接を日常的に行っています。アーク溶接は、強度の高い接合を実現できるため、建設や製造の現場で欠かせない技術です。今回は、アーク溶接の基本的な仕組みや設定、作業時のポイントについてまとめました。少しでも参考になれば幸いです。それでは、どうぞお付き合いよろしくお願いします!
1. アーク溶接の基本
アーク溶接は、電極と母材の間にアーク放電を発生させ、その熱で金属を溶融させて接合する方法です。主に以下のメリットがあります。
•強度が高い
機械的強度が必要な構造物に適している。
•汎用性が高い
厚板から薄板まで幅広く対応可能。
•設備がシンプル
比較的安価で導入しやすい。
•屋外でも使用可能
シールドガスが不要なため、風の影響を受けにくい。
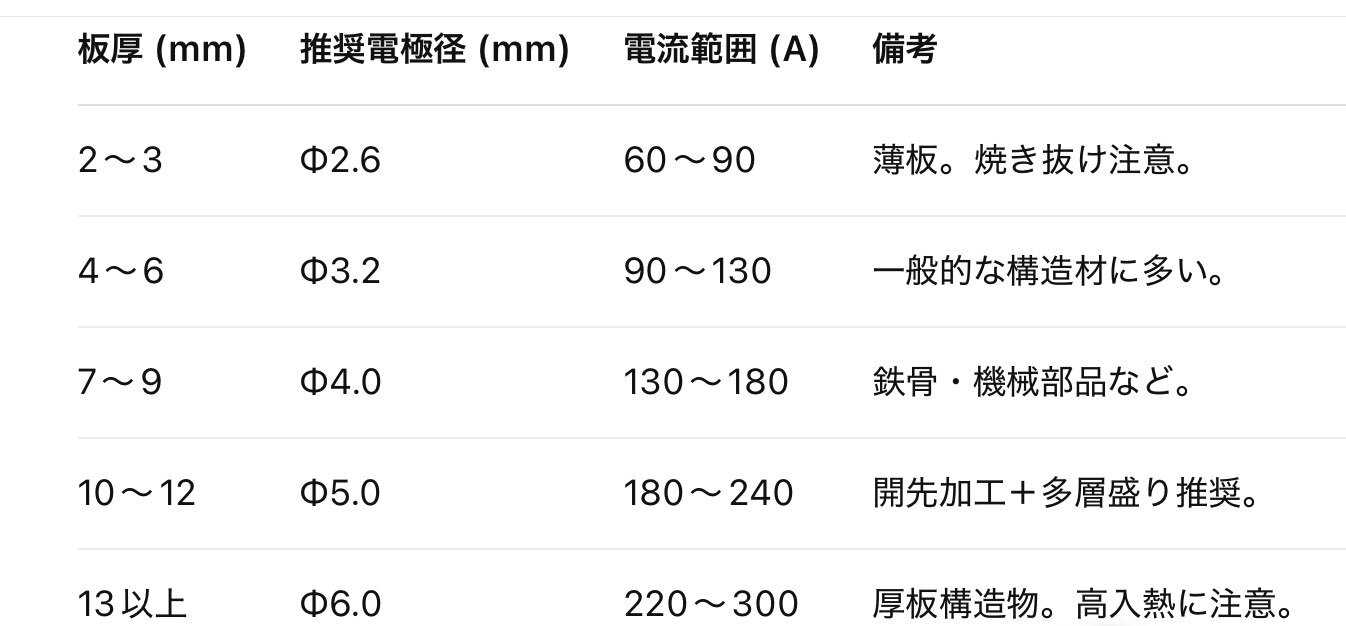
2. 適切な電流・電圧設定
アーク溶接の条件は、電極径・板厚・姿勢に応じて調整します。
・電流が強すぎる
溶け落ちやスパッタが多くなる。
・電流が弱すぎる
溶け込み不足で強度低下につながる。
・アーク長
3~5mm程度が目安(長すぎるとアーク不安定、短すぎるとノロがかぶる)。
※板厚が厚い場合は、適切に開先を取り、複数パスで仕上げることが重要です。
3. 電極(溶接棒)の選択
アーク溶接では、母材や用途に合わせて電極(溶接棒)を選びます。
・低水素系
鉄骨など強度が必要な構造物に適用。
・イルミナイト系
初心者でも扱いやすく、汎用的に使用可能。
・ステンレス用電極
耐食性を確保する場合に使用。
電極は湿気に弱いため、乾燥状態を保つことが大切です。特に低水素系は、使用前に電極乾燥機で焼き戻す必要があります。
4. 姿勢ごとのポイント
アーク溶接は、溶接姿勢によって難易度が変わります。
・下向き溶接
最も安定しやすく、初心者向け。
・立向き溶接
溶融金属が垂れやすいため、短アークと小刻みな運棒が必要。
・横向き溶接
溶け落ち防止のため、トーチ角度を一定に保つ。
・上向き溶接
難易度が高く、安定した運棒技術が求められる。
5. 運棒(トーチワーク)のコツ
• アーク長を一定に保つ
• 小刻みな左右運棒で溶融池を安定化
• 終端部で一呼吸おいてクレータ処理を行う
運棒のリズムが安定していると、ビード幅・高さが均一になり、強度・見栄えの両面で良好な溶接部が得られます。
6. 安全対策と保護具
アーク溶接では、強烈な紫外線・赤外線やスパッタが発生するため、安全対策は必須です。
・溶接面(遮光面)
遮光ガラスで目を保護。
・耐熱手袋
火傷防止。
・難燃性作業着
火花やスパッタから身を守る。
・換気設備
煙やヒュームを吸わないよう、十分な換気を行う。
7. 板厚別の溶接ポイント
・薄板(~3mm程度)
焼き抜けしやすいため低電流で。
・中厚板(4~9mm程度)
標準的な条件で単層溶接が可能。
・厚板(10mm以上)
開先加工を行い、複数パスで仕上げる。
8. 終わりに
アーク溶接は、正しい設定と技術を身につければ、強固で信頼性の高い溶接部を得られます。最初は難しく感じますが、練習を重ねることで安定したビード形成が可能になります。
弊社では、溶接スキルを一緒に磨いていける仲間を随時募集しています。興味のある方はお気軽にご連絡ください!
次回は「半自動溶接」について解説予定です。お楽しみに!
